茂育——品牌科教设备销售中心 各种实训设备长期提供



生产基地:上海松江叶榭工业园
业务电话:021-56311657
业务电话:021-56411696
业务手机:17821391226(陈经理)
业务手机:13916286558(陈金达)
网址:www.shixuntai.com
邮箱:shanghaimaoyu@126.com
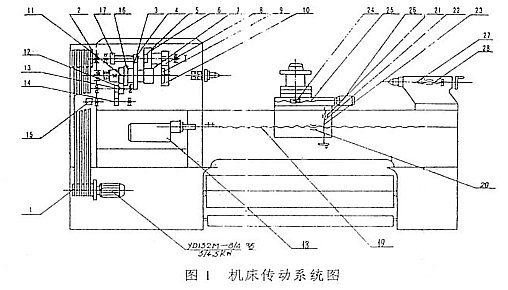
数控车床实训装置,数控车床实训设备,数控车床实训台可实现自动控制,能够完成车削多种零件的内外圆,端面、切槽、任意锥面、球面及公、英制圆柱、圆锥螺纹等工序。并配有完备的S.T.M功能,可发出和接收多种信号,控制自动加工过程。



|
运动控制 |
控制轴: 2 轴( X 、 Z );同时控制轴(插补轴): 2 轴( X 、 Z ) |
|
插补功能: X 、 Z 二轴直线、圆弧插补 |
|
|
位置指令范围: -9999.999mm~ 9999 .999mm ;最小指令单位: 0.001mm |
|
|
电子齿轮:指令倍乘系数 1 ~ 255 ,指令分频系数 1 ~ 255 |
|
|
最高移动速度:最高 16000mm /min(可选配 30000mm/min) 快速倍率: F0 、 25% 、 50% 、 100% 四级实时调节 |
|
|
切削进给速度:最高 8000mm/min(可选配 15000mm/min)或 500mm/转(每转进给) 进给倍率: 0~150% 十六级实时调节 |
|
|
|
手动进给速度: 0~1260mm/min十六级实时调节 |
|
手轮进给: 0.001 、 0.01 、 0 .1mm 三档 |
|
|
加减速:快速移动采用 S 型加减速,切削进给采用指数型加减速 |
|
|
G代码 |
28 种 G 代码: G00 、 G01 、 G02 、 G03 、 G04 、 G28 、 G32 、 G33 、 G34 、 G40 、 G41 、 G42 、 G50 、 G65 、 G70 、 G71 、 G72 、 G73 、 G74 、 G75 、 G76 、 G90 、 G92 、 G94 、 G96 、 G97 、 G98 、 G99 ,宏指令G65可完成 27 种算术、逻辑运算及跳转。 |
|
螺纹加工 |
攻丝功能;单头 / 多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹。螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距: 0.001mm ~ 500mm 或 0.06 ~ 25400牙/英寸 牙/英寸 |
|
主轴编码器:编码器线数可设定( 100 ~ 5000p/r ) |
|
|
编码器与主轴的传动比:( 1 ~ 255 ):( 1 ~ 255 ) |
|
|
精度 补偿 |
反向间隙补偿:( X 、 Z 轴) 0 ~ 2 .000mm |
|
螺距误差补偿: X 、 Z 轴各 255 个补偿点,每点补偿量: ± 0.255mm ×补偿倍率 |
|
|
刀具补偿: 32 组刀具长度补偿、刀尖半径补偿(补偿方式 C ) 对刀方式:定点对刀、试切对刀 刀补执行方式:移动刀具执行刀补、坐标偏移执行刀补 |
|
|
M代码 |
特殊 M 代码(不可重定义): M00 、 M30 、 M98 、 M99 、 M9000 ~ M9999 其它 M □□指令由 PLC 程序定义、处理 |
|
标准 PLC 程序已定义的 M 代码: M03 、 M04 、 M05 、 M08 、 M09 、 M10 、 M11 、 M12 、 M13 、 M32 、 M33 、 M41 、 M42 、 M43 、 M44 |
|
|
T代码 |
最多 32 个刀位( T01 □□~ T32 □□),换刀控制时序由 PLC 程序实现。使用排刀时,刀位数设为 1 , PLC 不进行换刀控制。标准 PLC 程序适配 2~8工位电动刀架,正转选刀、反转锁紧。 |
|
主轴转速 控制 |
转速开关量控制模式: S □□指令由 PLC 程序定义、处理,标准 PLC 程序 S1 、 S2 、 S3 、 S4 直接输出。 |
|
转速模拟电压控制模式: S 指令给定主轴每分钟转速或切削线速度(恒线速控制),输出 0 ~ 10V 电压给主轴变频器,主轴无级变速,支持四档主轴机械档位。 |
|
|
PLC 功能 |
9 种基本指令、 23 种功能指令,二级 PLC 程序,最多 5000 步,每步处理时间 2 μ s ,第 1 级程序刷新周期 8ms ,可提供梯形图编辑软件, PLC 程序通讯下载。 |
|
集成机床面板: 41 点输入(按键)、 42 点输出( LED ); 用户 I/O : 16 点输入 /16 点输出(可扩展 16 点输入 /16 点输出,选配) |
|
|
显示界面 |
显示器: 320 × 240 点阵、 5.7” 单色液晶显示器( LCD ), CCFL 背光 |
|
显示方式: 中文或英文界面由参数设置,可 显示加工轨迹图形 |
|
|
程序编辑 |
程序容量: 3000KB 、 192 个程序 , 支持用户宏程序调用,子程序四重嵌套 |
|
编辑方式:全屏幕编辑,相对 / 绝对混合编程 |
|
|
通讯 |
CNC 与 PC 机、 CNC 与 CNC 双向传送程序、参数,支持系统软件、 PLC 程序串行口下载升级 |
|
适配驱动 |
脉冲 + 方向信号输入的 DA98 系列数字式 交流伺服 |
|
指令名 |
功 能 |
指令名 |
功 能 |
|
G00 |
定位(快速移动) |
G70 |
精加工循环 |
|
G01 |
直线插补(切削进给) |
G71 |
内外圆粗车复合循环 |
|
G02 |
顺时针圆弧插补(后刀座) |
G72 |
端面粗车复合循环 |
|
G03 |
逆时针圆弧插补(后刀座) |
G73 |
封闭切削复合循环 |
|
G04 |
暂停、准停 |
G74 |
轴向切槽循环 |
|
G28 |
返回机械零点 |
G75 |
径向切槽循环 |
|
G32 |
螺纹切削 |
G76 |
螺纹切削复合循环 |
|
G33 |
攻丝循环 |
G90 |
内外圆切削循环 |
|
G34 |
变螺距螺纹切削 |
G92 |
螺纹切削循环 |
|
G40 |
取消刀尖半径补偿 |
G94 |
端面切削循环 |
|
G41 |
刀尖半径左补偿(后刀座) |
G96 |
恒线速控制 |
|
G42 |
刀尖半径右补偿(后刀座) |
G97 |
恒转速控制 |
|
G50 |
坐标系设定 |
G98 |
每分进给 |
|
G65 |
宏指令 |
G99 |
每转进给 |
|
指令名 |
功 能 |
指令名 |
功 能 |
|
LD |
读常开触点 |
OR |
常开触点并联 |
|
LDI |
读常闭触点 |
ORI |
常闭触点并联 |
|
OUT |
输出线圈 |
ORB |
串联电路块的并联 |
|
AND |
常开触点串联 |
ANB |
并联电路块的串联 |
|
ANI |
常闭触点串联 |
|
|
|
指令名 |
功 能 |
指令名 |
功 能 |
|
END1 |
第一级程序结束 |
SP |
子程序标号 |
|
END2 |
第二级程序结束 |
SPE |
子程序结束 |
|
SET |
置 位 |
ADDB |
二进制数据相加 |
|
RST |
复 位 |
SUBB |
二进制数据相减 |
|
CMP |
比较置位 |
ALT |
交替输出 |
|
CTRC |
计数器 |
DIFU |
上升沿置位 |
|
TMRB |
定时器 |
DIFD |
下降沿置位 |
|
CODB |
二进制转换 |
MOVE |
逻辑与 |
|
ROTB |
二进制旋转控制 |
PARI |
奇偶校验 |
|
MOVN |
数据复制 |
LBL |
程序跳转标号 |
|
DECB |
二进制译码 |
CALL |
子程序调用 |
|
JMPB |
程序跳转 |
|
|


 客服一
客服一






